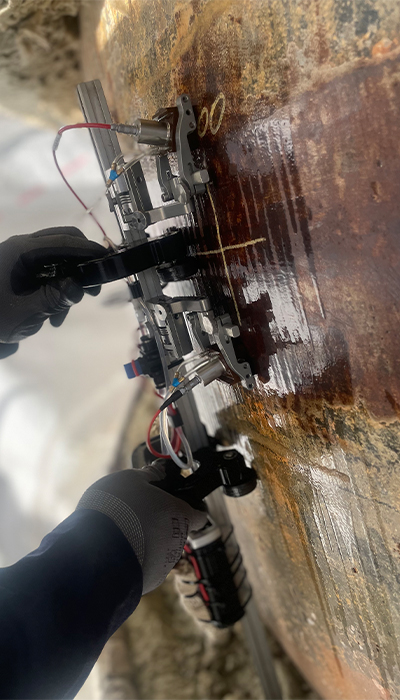
For weld inspections & wall thickness mausurements
The high temperature TOFD NII inspection capability is an excellent inspection method for weld inspections, but also wall thickness measurements with TOFD line scans, when the regular high temperature ultrasonic corrosion mapping tools are not sufficient anymore. Up to 350°C (662°F) SonoInspec has standardised and validated the TOFD inspections as per the ISO pre-service standard for pressure equipment (EN-ISO 10863) in the thickness range of 6mm up to 100mm.
Reach out to us